ステンレス加工 金型製作 チタン加工
 |

チタン微細加工
 |
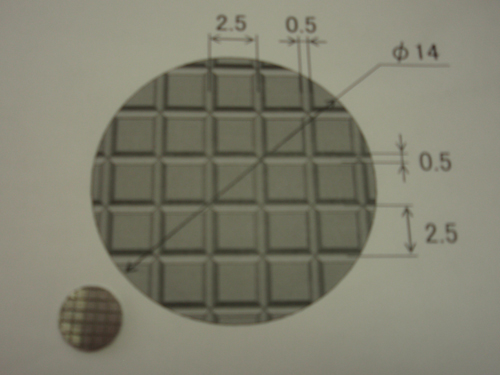 |
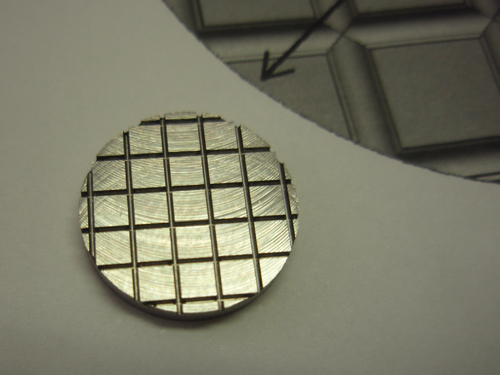
前回紹介しました点滴加工も利用して細溝加工(溝巾0.5、深さ0.5)という加工を行いました。ある研究機関からのテストピースですが、純チタンの加工です。こんな加工でも工具の刃先が持つというのは、やはり点滴加工の威力でしょうか?
社内は結構大きなワークも加工してるんですが、このような微細加工も最近は多くなってきてます。チタンは切粉を如何に除去するか、刃先の温度を如何に下げるか、刃先のコーティングを如何に守るかというあたりが難しいところです。色々条件を変えながらトライ&エラーしかないですが、何とか形にしています。

点滴加工
 小径加工 |
【加工の概要】 左の写真のように小径工具の加工になると、すぐに刃先が無くなってしまい、工具寿命がわずか数十分と非常に苦労していました。 そこで市販の点滴用の器具を利用して、工具の長寿命化に取り組みました。 エアーに切削油を混ぜたミストを作り出す、この器具を使用する事で工具寿命が飛躍的に伸び、今回の実績では5時間加工してもまだ大丈夫です。 【加工条件】
|
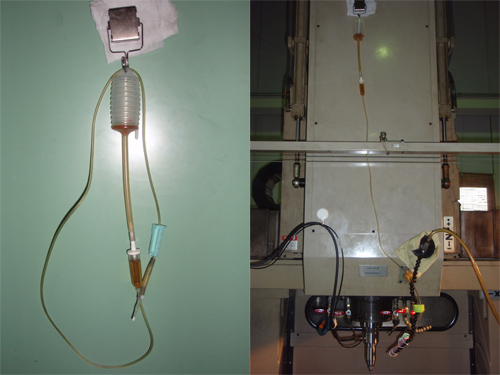 点滴装置を利用した 切削油補給機 |
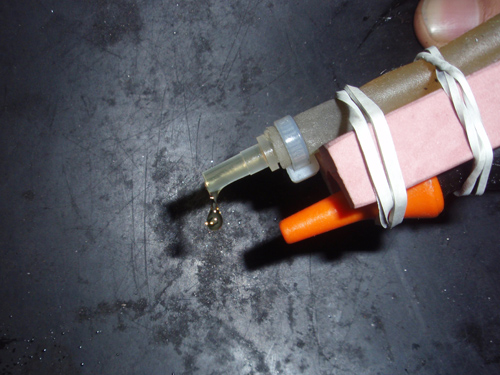 エアーと切削油の混合 (下ノズルからエアー噴出) |
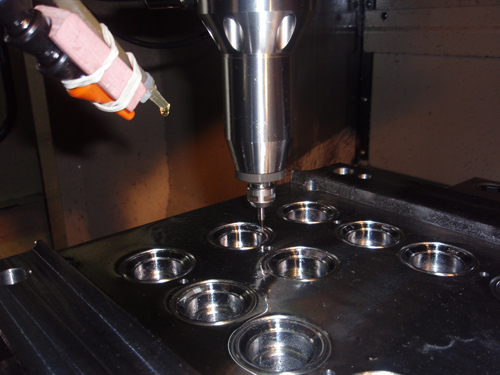 加工中 |
チタン合金穴あけ加工
 加工状況1 |
【加工の概要】 チタン合金(Ti-6AL-4V )φ4×130 mmにφ1.8mmの穴を貫通させました。(両側からの加工です) 【加工条件】
【加工のポイント&工夫】 チタン加工で問題になるのが、 1. 切削温度を如何におさえるか 2. 切り屑がキザギザとなり工具が傷み易い の2点です。それをいかに抑えるか? 今回の場合は切削速度を抑えて、先端のチゼル部の成形を工夫する事で、ハイスのドリルで、アスペクト比(L/D)=40以上を実現しました。 チタン自体は元々切削抵抗は低いので、上記問題点をクリアすれば何とかなります! |
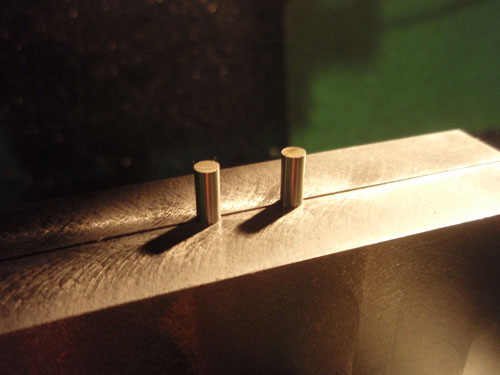 チタン棒(ф4) |
加工状況2 |
チタン棒・貫通 |
お問い合わせについて

会社情報
【有限会社中山鉄工所】
![]() TEL.086-472-2404
TEL.086-472-2404
![]() 〒711-0911
〒711-0911
岡山県倉敷市児島小川1-5-12
QRコード

QRコード対応ケータイをお持ちの方は上記のコードを読み取るだけで簡単にアクセス出来ます。